











 粤公网安备 44060602000001号
粤公网安备 44060602000001号您是否已有钢铁世界网账号?
您可使用已有账号申请成为业务员账号
3.75*1510*6000 2.75*1260*6000 5.75*1510*6000 3.75*1260*6000 4.75*1510*6000 2.5*1260*6000 Q420B-2 4.75*1260*6000
更多规格>>
1.2*1250*C 1.5*1250*C 1.5*1250*2500 1.0*1250*2500 2.0*1250*2500 1.2*1250*2500 0.8*1250*C 1.0*1250*C
更多规格>>
1.0*1220*2440 1.5*1220*2440 1.2*1220*2440 0.8*1220*2440 2.0*1220*2440 0.6*1220*2440 0.5*1220*2440 1.8*1220*2440
更多规格>>













首页 > 钢铁百科 > 百科分类 > 冷弯型钢 > 铝及铝合金冷拉管 GBn 221-84
本标准适用于飞机、导弹、火箭、雷达等工业用的铝及铝合金管材。
1 品种
1.1牌号、状态管材的牌号和状态应符合表1的规定。
1.2外形尺寸及允许偏差管材的外形尺寸及允许偏差应符合GB 4436-84《铝及铝合金管外形尺寸及允许偏差》的高精级规定。
1.3标记示例
a.用LF21合金制造的退火状态,外径为10mm、壁厚为2mm、长度为1500mm定尺圆形管材标记为:
圆管 LF21M 10×2×1500 GBn 22l-84
b.用LYll合金制造的淬火自然时效状态、边长为45mm、壁厚为3mm的不定尺方形管材标记为:
方管 LY11CZ 45×3 GBn 221-84
c.用LYll合金制造的淬火自然时效状态,长轴为47mm、短轴为20mm、壁厚为1.5mm、长度为1250mm倍尺的滴形管材标记为:
滴形管 LY11CZ 47×20×1.5×1250倍尺 GBn 221-84
d.用LYl2合金制造的淬火自然时效状态、边长为55×40mm、壁厚为1.5mm的不定尺矩形管材标记为:
矩形管 LY12CZ 55×40×1.5 GBn 221-84
2 技术要求
2.1化学成分管材的化学成分应符合GB3190—82《铝及铝合金加工产品的化学成分》的规定。2.2力学性能管材的室温纵向力学性能应符合表2的规定。
2.3工艺性能
2.3.1L4M、L6M管材,经纵向压缩后应压至原来长度的一半不产生裂纹。
2.3.2LF2M管材的压扁试验,应压至管内壁中间接触两边不产生裂纹。壁厚等于和大于4mm的管材不做压扁试验。
2.3.3LF3M管材的压扁试验,应压至管内壁间距等于壁厚的4倍。外径大于和等于100mm、壁厚在2~3.5mm的管材,应压至内壁间距等于壁厚的6倍两边不产生裂纹。壁厚大于3.5mm不做压扁试验。
2.3.4半冷作硬化和冷作硬化的管材不做负压扁试验。
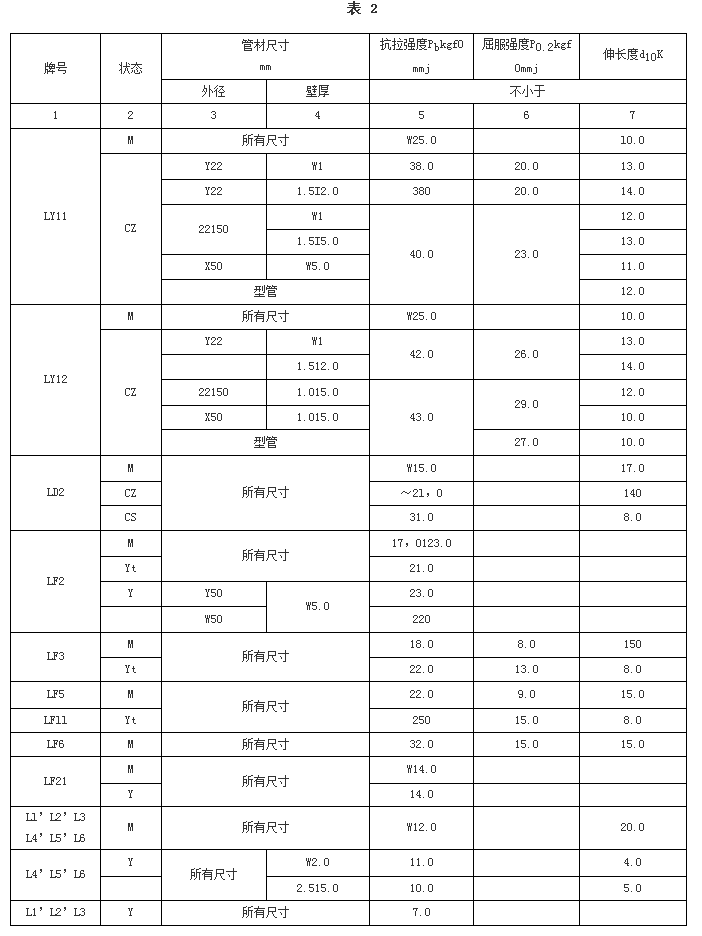
注:LF3Yt’LF5Yt’LF11Yt合金管材的p啦值仅供参考
2.4高倍组织管材的显微组织不允许有过烧。
2.5低倍组织
2.5.1航空用LF2l导管晶粒度按2级晶粒度执行。
2.5.2航空用LF3管材晶粒度按双方协议执行。
2.6表面质量
2.6.1管材的内外表面应光滑、清洁、无硝盐痕。不允许有裂纹、气泡、起皮、外来夹杂物、腐蚀斑点、粗糙拉道、分层、折迭。
2.6.2做导管的管材内表面不允许有擦伤和斑疤。
2.6.3管材表面允许有斑疤、压坑、压伤、擦伤、石墨油印等个别小缺陷。其缺陷深度不得超过壁厚偏差、保证最小壁厚,但凹痕不得超过直径负偏差。
管材表面允许缺陷的面积,对导管和拉杆用的管材不大于表面积的0.5%,对结构管应不大于表面积的3%。
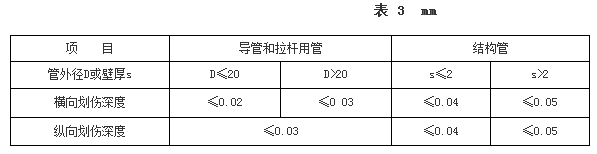
2.6.4管材表面允许有纵向及横向划伤,其深度应符合表3的规定。
2.6.5管材軎面允许有氧化色、不粗糙的黑白班点以及不影响管材壁厚的矫直环线和螺旋线。
2.6。6管材内表面允许有轻微的纵向皱纹。
3 试验方法
3.1化学成分仲裁分析方法
管材的化学成分仲裁分析应按YB 788-75《铝合金化学分析方法》进行。
3.2室温力学性能试验方法
管材的拉力试验按GB 228-76《金属拉力试验法》进行。
3.3工艺性能试验方法
3.3.1管材的纵向压缩试验应按GB 3251-82《铝及铝合金管材压缩试验》进行。
3.3.2管材的压扁试验按GB 246-82《金属管压扁试验方法》进行。
3.4尺寸测量方法
3.4.1管材外径用精度不低于0.01mm的量具测量,在整根管材上测量点不少于三处。当管材外径大于100mm时,可采用精度不低于0.02mm的量具测量。
3.4.2管材壁厚用精度为0.01mm的量具在管材两端进行测量。对内径小于15mm的管材应剖开用精度为0.01mm的量具测量。
3.5硝盐痕检验方法用盐浴炉淬火或退火的管材,用0.5%(体积)二苯胺硫酸溶液滴在管材表面上,经10~15s后,若溶液急剧变蓝,证明该处残有硝盐,应重新洗涤和重新检验。
二苯胺硫胺溶液的配制取0.5g二苯胺,倒入10ml的蒸馏水和25ml硫酸(比重1.84配制的溶液中,待二苯胺溶解后,加入同种硫酸,使溶液总体积达到100ml。
3.6表面检验方法
3.6.1管材的内外表面用肉眼检查。当管材内径小于15mm时,切取长度不短于100mm剖面检查,或用其他方法检查。
3.6.2测定管材表面缺陷深度时,用打磨法清理1~3个缺陷后再测量,其深度不得超过壁厚负偏差并保证最小壁厚。
3.7高倍组织检验方法管材高倍组织检验按GB 3247-82《铝及铝合金加工制品显微组织检验方法》进行。
3.8低倍组织检验方法
航空用LF21导管晶粒度检验按GB3247—82《铝及铝合金加工制品低倍组织检验方法》进行。也可按供需双方协议的拉伸法进行,有争议时,按GB 3247-82方法仲裁。
4 检验规则
4.1检查和验收
管材应由供方技术监督部门验收,并保证产品质量符合本标准要求。
4.2组批管材应成批提交验收,每批应由同一合金、状态和规格组成。批重不限。
4.3检验项目每批管材均应进行外形尺寸偏差、室温力学性能、表面质量的检验。淬火管材应进行高倍组织检验。
4.4取样位置和取样数量
4.4.1室温力学性能取样数量每批(热处理炉)管材按根数取2%;对于直径大于22mm的LYll、LYl2、LD2管材按根数取5%,但屈服强度只测试样数量的2%。
从选出的每根管材上切取一个试样做拉力试验,外径等于和小于20mm的管材取一个整拉试样;外径大于20mm的管材则用条形试样;外径大于20~22mm,其壁厚大于4mm的管材取整拉试样。
4.4.2纵向压缩和压试验取样数量均为每批根数的2%,但不得少于两个试样。
4.4.3高倍组织检验应在高温区取样,每批按根数取2%,但不得少于2个试样。
4.4.4LF21导管晶粒度检验取样每批按根数取2%,但不得少于2个试样。
4.4.5内径小于15mm的管材内表面检查的取样数量每批管材按根数取2%,但不得少于2根。
4.4.6硝盐痕的检验,每批按根数取1%,但不得少于2根。
4.5重复试验
4.5.1每批管材力学性能试验结果,即使有一个试样不合格时,也应从该批管材中另取双倍数量的试样(允许包括从原不合格试样上取的试样)进行重复试验。如试验结果仍有不合格时,则该批报废。但允许供方逐根检验,合格者交货。
4.5.2管材允许重复热处理。其力学性能试验取样按4.4.1规定进行。
5 标志、包装、运输、贮存
5.1标志
5.1.1管材的包装箱标志应符合GB 3199-82《铝及铝合金加工产品的包装、标志、运输、贮存》的规定。
5.1.2外径大于25mm的管材,应打上如下印记:
a.供方技术监督部门的检印;
b.批号;
c.牌号;
d.状态。
外径小于和等于25mm的管材,应捆成直径不大于100mm的小捆,每捆拴有打上如上印记的金属牌。
5.2包装、运输和贮存

免费询价服务

乐从钢铁行情

乐从钢铁世界

物业客服中心
Copyright © 2013-现在 广东乐从钢铁世界电子商务股份有限公司 All Rights Reserved
客服专线:0757-28331022 400-800-8333
粤ICP备14043275号
ICP证:粤B2-20192082
营业执照


